 +8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





Deshidratación de transformador al por mayor de fábrica - Máquina de unión de conductos de aceite para transformadores CNC Máquina para pegar tiras de conductos de aceite - Detalle de Trihope:
La historia de la máquina pegadora de conductos de aceite de transformador
En la actualidad, el modo de producción de las líneas de producción de procesamiento de conductos de aceite en varias empresas de transformadores es el modo de procesamiento manual tradicional, es decir, en primer lugar, clasificar manualmente la abrazadera del conducto de aceite para que cumpla con los requisitos de procesamiento, luego cepillar la abrazadera con goma y luego luego coloque la abrazadera del conducto de aceite en la ranura de posicionamiento del molde de la ranura, presione el puntal atascado con el bloque de compresión durante aproximadamente un minuto y luego enrolle la cortina del tirante. La eficiencia del modo de producción es baja y la fluctuación de la calidad es grande; la calidad del producto se ve muy afectada por el trabajo manual y el entorno de operación de campo es desordenado, lo que no satisface las necesidades de la producción moderna. La máquina de unión de conductos de petróleo de nuestra empresa puede realizar el control automático de todo el proceso de procesamiento de la cortina de tirantes del conducto de petróleo, para realizar el procesamiento no tripulado del canal de petróleo y, fundamentalmente, resolver problemas fundamentales como la baja eficiencia de la cortina de tirantes del conducto de petróleo. procesamiento, la gran fluctuación de la calidad y los grandes factores artificiales que afectan la calidad del producto.
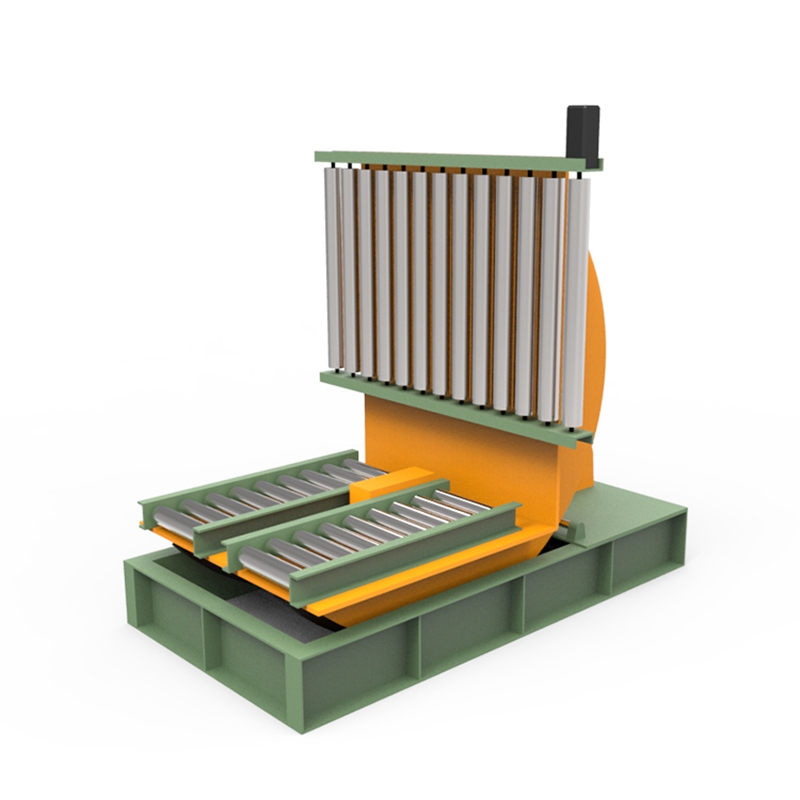
Composición del equipo
El equipo incluye lo siguiente:
1) mecanismo de descarga, 2) mecanismo de empuje, 3) mecanismo de encolado, 4) mecanismo de montaje, 5) mecanismo de movimiento de presión, 6) mecanismo de presión auxiliar, 7) mecanismo de desenrollado, 8) mecanismo de bobinado, 9) mecanismo de calentamiento
| No | Clasificación | Propiedades | modelo A5 |
| 1 | Propiedades operativas | alimentación por tira | Colocar manualmente, enderezar automáticamente la tira. |
| 2 | Corrección | Sí | |
| 3 | Longitud | 120-620 | |
| 4 | Ancho | 5-10 | |
| 5 | Espesor | 2.5-10 | |
| 6 | Velocidad de unión | 40/minuto | |
| 7 | Error de espaciado (mm) | 0,02 | |
| 8 | Pegamento | PVA / látex blanco | |
| 9 | Tiempo de trabajo | 36 | |
| 10 | Requisito de fuente de gas | 200 l/min, ≥0,5 mpa | |
| 11 | Propiedad mecanica | Tamaño del dispositivo | 2000-850-1650 |
| 12 | Peso del dispositivo | 420 | |
| 13 | Superficie de la pieza | Anodizado + zinc blanco | |
| 14 | Propiedad eléctrica | Potencia kw | 5 |
| 15 | Voltaje | 220VAC-monofásico |
Imágenes de detalles del producto:

Guía de productos relacionados:
Deshidratación de transformador al por mayor de fábrica - Máquina de unión de conductos de aceite para transformadores CNC Máquina para pegar tiras de conductos de aceite - Trihope, el producto se suministrará a todo el mundo, como:,,,
 Por desde - Por desde -
Por desde - Por desde - Categorías de productos
-

Válvula de mariposa de alta calidad - Papel aislante...
-

Máquina de embalaje de fibra de vidrio de precio barato de China -...
-

Máquina cortadora de papel de alta calidad: integrada...
-
Precio bajo para la línea de corte longitudinal de acero al silicio 1250...
-

Precio al por mayor Prueba de polaridad del transformador -...
-

Válvula de mariposa al por mayor de China para transformador ...